50 MWh Solid State Cell Pilot Plant – A feasibility study by Comau and Ilika
Posted on: in Blog
Between April 2021 and March 2022, Ilika Technologies and Comau collaborated on project SOLSTICE, funded by Innovate UK. The project was supported by UK Battery Industrialisation Centre and AMTE Power, who were part of the steering committee. The aim of the project was to produce a feasibility study of the design, building and running costs of a 50 MWh / year battery Pilot Plant, focused on solid state battery (SSB) cells. The project concluded on the economic feasibility of scaling up Ilika’s SSB technology to meet the needs of its target markets, particularly in transportation. It highlighted both the challenges and significant manufacturing benefits of SSB production and provided valuable proprietary information to both companies guiding their respective road maps.
The project delivered:
1. A Full Equipment List
The pieces of equipment required for SSB production were categorized into:
- Commercially available and used for the manufacture of lithium batteries (LIB)
- Commercially available but requiring development
- Bespoke requiring minor development
- Bespoke requiring significant development
Technical specifications for commercially available equipment were listed, including dimensions, throughput, process times, budget costs and details of each machine units.
The automation and ancillary equipment was also identified.
2. Design and Layout of a 50 MWh Pilot Line
Comau evaluated the parameters and constraints of all processes to ensure that the manufacturing processes selected were suitable. Cycle time and flow parameters were calculated. Throughput numbers were calculated using several Overall Equipment Effectiveness (OEE) figures, based on various plant production rates and working shift patterns. A cell production workflow was created illustrated in a 2D process map including these activities:
- Electrodes and electrolyte layers manufacture
- Heat treatment
- Lamination
- Stacking
- Tab welding
- Assembly
- Packaging
- Formation and aging
- Testing
- Dispatch
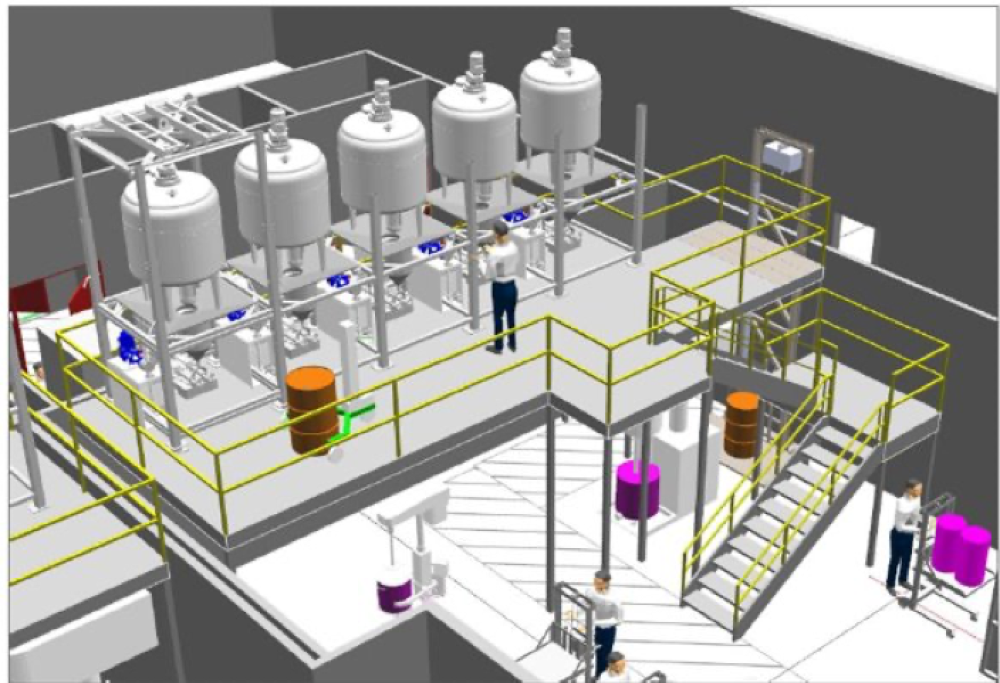
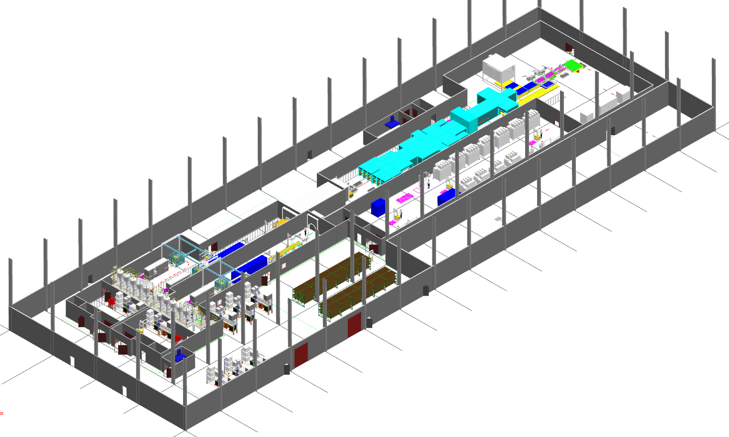
The Pilot Plan design broke down the full manufacturing process into self-contained production zones. The environmental conditions of dry or clean rooms were listed in terms of cleanliness (ISO class), RH% and dew point. Working stations were detailed in each zone. The design was illustrated by a 3D fly-through rendering of the plant. The total space available for the plant, broken down into zones was provided.
The potentially reduced footprint for the formation and aging steps was considered.
A Manufacturing Execution System was developed and costed specifically for this plant, which detailed these activities:
- Production orders management and distribution of production recipes
- Monitoring of plant efficiency and calculation of KPIs
- Full part traceability
- In-process quality monitoring and data gathering
- Machine and equipment condition monitoring
- Ability to interact with building information model(Sensors)
- Energy consumption analysis
- Integration between MES & ERP (Enterprise Resource Planning) systems
3. Capital and Operational Expenditures
A rough-order-of-magnitude cost analysis of the production equipment, ancillary items and commissioning was delivered in a high level summary and also broken down by zone and included a risk contingency. An overview of the commissioning process and times (illustrated in a Gantt Chart) contained procurement and installation of major pieces of equipment, facility installation and commissioning of the plant.
Operational expenditures (OPEX) were calculated, broken down by zone into People (number of heads per zone and skillset) and Power (estimated based on information presented in three Li-ion White Papers).
The scalability of the equipment from 50 MWh to 200 MWh was studied, and a cost analysis of the equipment that cannot be upscaled was carried out.
4. Assessment of Hazards
High-level hazards were assessed, including those related to manual handling, personnel movement, PPE, storage, racking, and fire regulations; standards likely to apply to each zone were listed.
Materials separation, based on hazard and contamination risks, impacted the separation of the plant into zones. Materials storage sections are provided in the plant design.
About Ilika
Ilika are developers of solid state batteries based in Romsey, UK. Ilika’s technology for electric vehicles has the potential to improve pack-level energy and power density. Ilika has developed a roadmap to scale the production to 2 MWh per year by the end of 2023. For more information, contact info@ilika.com

About Comau
Comau, a member of Stellantis, is a worldwide leader in delivering advanced industrial automation products and systems. Its portfolio includes technology and systems for electric, hybrid and traditional vehicle manufacturing, industrial robots, collaborative and wearable robotics, autonomous logistics, dedicated machining centers and interconnected digital services and products able to transmit, elaborate and analyze machine and process data. With over 45 years of experience and a strong presence within every major industrial country, Comau is helping manufacturers of all sizes in almost any industry experience higher quality, increased productivity, faster time-to-market and lower overall costs. The company’s offering also extends to project management and consultancy, as well as maintenance and training for a wide range of industrial segments. Headquartered in Turin, Italy, Comau has an international network of 6 innovation centers, 5 digital hubs, 9 manufacturing plants that span 13 countries and employ more than 9,000 people. A global network of distributors and partners allows the company to respond quickly to the needs of customers, no matter where they are located throughout the world. Through the training activities organized by its Academy, Comau is also committed to developing the technical and managerial knowledge necessary for companies to face the challenges and opportunities of Industry 4.0.